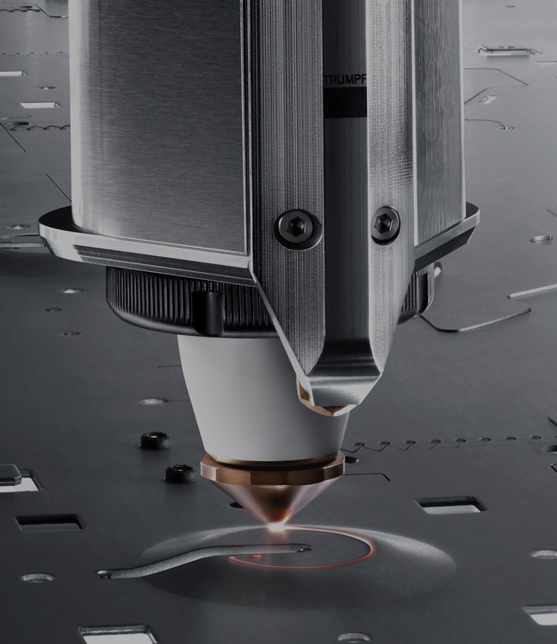
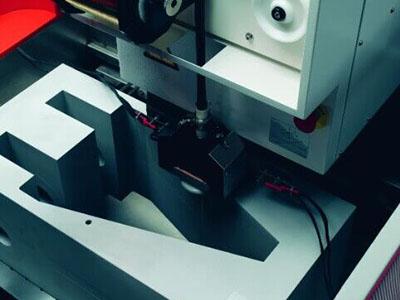
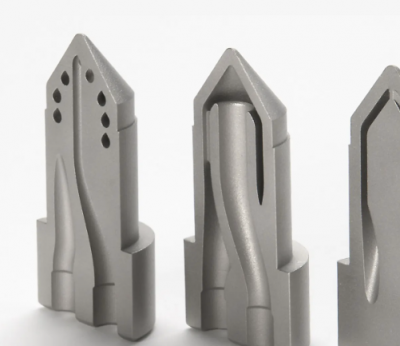
What's Wire cutting ? Principle of Wire cutting: Using moving fine metal wires( molybdenum wire) as electrodes, workpiece is formed by pulse spark discharge cutting Using fine molydenum wire as a tool electrode for cutting, the wire storage cylinder causes the molybdenum wire to move forward and backward alternately, and the processing energy is supplied by pulse power supply. Pour the working fluid medium between the electrode wire and the workpiece. The workbench moves servo feed according to the Spark gap according to the predetermined control program in the two coordinate directions of the horizontal plane, so as to synthesize various curve tracks and cut the workpiece into shape Classification of wire cutting: ----Fast wire cutting, speed is 6-12mm/s ----Medium wire cutting, frequency conversion and multiple cutting functions on the basise of fast wire cutting ----Slow and high precision wire cutting, speed is 0.2mm/s Some Features of each wire cutting Speed Precision Tolerance Surface Roughness Fast Wire cutting Fastest lowest +/- 0.01mm Medium Wire cutting Medium Medium +/- 0.005mm Slow and Precision Wire cutting slowest Highest +/- 0.002mm ⇒Characteristics of wire cutting technology -Capable of procesing conductor an semiconductor materials with high hardness, high strength,high brittleness and high toughess -Process of small irregular holes, narrow gaps and complex shaped parts -Surface of workpiece is less affechted by heat-suitable for processing heat-sensitive materials; machining accuracy i high because of the conecntration of pulse energy in a very small range -Electrode wire don't directly contact workpiece and has no macroscopic cutting force, which is beneficial for processing low stiffness workpieces -Due to the narrow cutting seam generated during processing, the actual amount of metal erosion is very small, the material utilization rate is high ⇒Processing Scope of Wire Cutting Technology -Machining of stamping dies,Including the processing of large,medium and small punch dies, such as convex molds, concave molds, fixed plates and unloading plates -Processing of family cavity molds,powder metallurgy molds, bending molds,wire drawing molds. -Processing templates, formming tools -Processing fine irregular holes, narrow gaps and complex shaped parts,such as micro holes and narrow gaps in irregular hole spinnerets,jet components, laser devices, electronic devices -Processing various special materials and structural parts, such as electonic devices, instruments, electric motors, clocks,as well as gears,thin shell devices - Cutting of various conductive materials, especially rare and precious metals;Cutting off various special structural parts Some Reasons For Affecting the surface roughness of Wire Cutting The factors that directly affect the surface roughness of wire cutting mainly include electrode wire factors, electrical parameter factors, mechanical factors and workpiece factors: ⇒Influence of Electrode Wire Factors -Wire speed: Wire speed for fast wire cutting is 9-11m/s. If speed is too high, it will affect the smoothness of molybdenum wire operation. To ensure the surface quality of the processing ,wire speed should be reduced a much as possible -Length of Molybdenum wire : Under constant processing conditions, increasing the effective working length of wire can reduce the number of commutations of the molydenum wire, reduce the shaking of the wire, promote the stability of the procesiing process and improve the surface quality of the processing -Tension of Molybdenum wire: The discharge of wire cutting is 0.01mm.If wire is too loose and can't ensure a stable discharge gap during operation, it will cause unstable processing and poor surface roughness of the workpiece. Before processing, check whether the tightness of molybdenum wire is suitable. If it is too loose, tighten the wire. ⇒Influence of Electrical Parameter Factors -Selection of electrical parameters such as pulse width and processing peak current: The power supply used in discharge machining is a pulse power supply which is an important factor affecting the surface roughness of the machining. The surface roughness value increases with the increase of processing peak current, pulse width and pulse interval.During the processing, electrical parameters should be reasonably selected based on the processing situation. -Feed Rate of Workpiece :During discharge machining,if the feed rate is adjusted too fast or too slow, it can cause frequent short circuits or open circuits, making the machining unstable and causing unstable stripes or surface erosion on the workpiece surface. ⇒Influence of Mechanical Factors -Positioning accuracy and sensitivity of the worktable: The movem...
Hot Tags :
Wire cutting
wire cutting machine
Read More








 IPv6 network supported
IPv6 network supported
 English
English Deutsch
Deutsch русский
русский العربية
العربية





